







Introdução de brasagem de alumínio de cobre Tanto cobre quanto alumínio são usados para fazer condutores elétricos, e a densidade de alumínio é de um terço a do cobre. Portanto, os conectores de formação de alumínio e cobre podem reduzir custos, reduzir a qualidade dos componentes mecânicos e exercer suas respectivas vantagens....
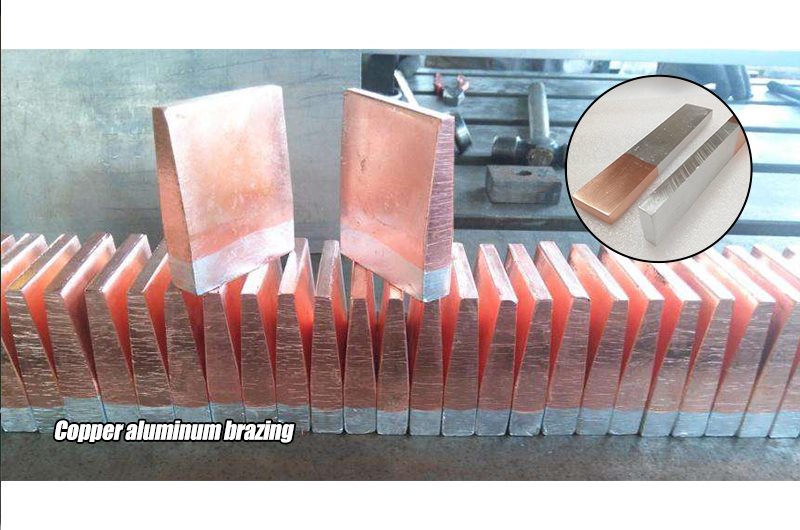
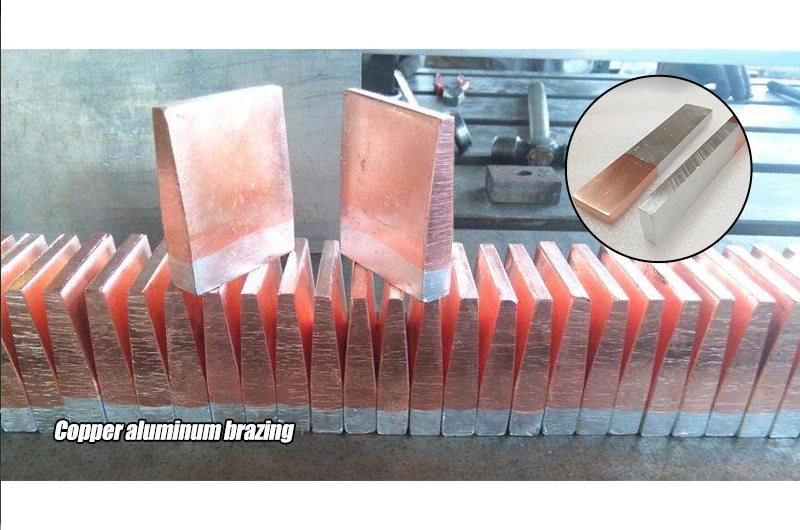
Introdução de brasagem de alumínio de cobre
Tanto o cobre quanto o alumínio são usados para fazer condutores elétricos, e a densidade do alumínio é de um terço do cobre. Portanto, os conectores de formação de alumínio e cobre podem reduzir custos, reduzir a qualidade dos componentes mecânicos e exercer suas respectivas vantagens.
O método de brasagem de alumínio de cobre
- Processo de soldagem: processo de brasagem, oxigênio-propano (gás natural), oxigênio-acetileno, brasagem de gás liquefeito de petróleo.
- Ferramentas de soldagem: cilindros de gás com gás liquefeito de petróleo, tochas de brasagem.
- Pré-tratamento de soldagem
(1) Soldagem de tubos de cobre e alumínio
- Design articular: A abertura unilateral da articulação deve ser controlada a 0,08 ~ 0,2 mm, e o comprimento da solda geralmente não é superior a 30mm.
- Tratamento de superfície: Use solução de limpeza de lye ou metal para limpar o óleo e outros contaminantes na área de soldagem articular e, em seguida, use um raspador (ou lixa grosseira, ou escova de cobre, ou escova de arame) para raspar a camada de isolamento na superfície da área de soldagem articular .
Nota: Não pode ser polido, pois a solda é soldada por ação capilar, e não é propícia à soldagem após o polimento.
(2) Soldagem de barra de cobre e barra de alumínio (ou fio de cobre e fio de alumínio):
Use uma solução de limpeza de lye ou metal para limpar o óleo e outros contaminantes da área de soldagem e, em seguida, use uma escova de cobre (ou escova de arame, ou raspador, ou lixa grosseira) para raspar a camada de isolamento na superfície da área de soldagem articular.
Nota: Não pode ser polido, pois a solda é soldada por ação capilar, e não é propícia à soldagem após o polimento.
- Controle de chamas e aquecimento
(1) Seleção de ferramentas
É preferível usar uma tocha de solda de combustão assistida por ar uniformemente aquecida (a tocha de soldagem é equipada com uma válvula de controle de fluxo de ar e um dispositivo rotativo, a chama é girada através da ponta de soldagem, e a chama é pulverizada uniformemente. Esta tocha de soldagem é vendida pela nossa empresa, e a chama redutora (gás natural, óleo) é a chama preferencial de queima de gás liquefeito).
(2) Método de aquecimento:
A chama deve ser macia e cobrir completamente a área de soldagem. A chama deve ser movida para cima e para baixo e esquerda e direita com a área de conexão como centro, de modo que a área de conexão seja aquecida uniformemente (quando diferentes metais são conectados, mais metal com boa condutividade térmica deve ser aquecido. Por exemplo, quando o cobre e o alumínio são soldados, mais peças de cobre devem ser aquecidas para garantir a conexão. temperatura do componente).
(3) Método de enchimento do fio:
durante o aquecimento. O fio com cor de fluxo pode tocar a peça de trabalho na área de conexão (a temperatura da peça derrete o fio, e o efeito de soldagem é melhor). Quando se constata que o fio pode ser derretido, o fio deve ser alimentado imediatamente, e o aquecimento deve ser interrompido para evitar queima excessiva e danos ao metal base. Alimente o fio de solda até que a solda derretida encha a solda (pois a solda derretida penetra na solda por ação capilar, pare de alimentar o fio de solda quando for visto visualmente que a solda está cheia de solda.
(4) Método de resfriamento:
Remova a tocha após a soldagem para permitir que esfrie naturalmente.
Nota: Ao soldar, evite a chama visando um determinado ponto por um longo tempo e a temperatura de soldagem não deve exceder 630°C para evitar queimar o metal base.
Aviso de segurança: O trabalho de brasagem deve usar roupas de proteção, luvas de proteção e óculos de proteção (ou protetor protetor facial), cuidado com o fluxo líquido espirrando na pele e causando queimaduras.
- Tratamento pós-solda:
Nenhum tratamento adicional é necessário após o resfriamento, o resíduo de fluxo é visível, mas não corrosivo, não absorve umidade e adere firmemente. Se necessário, recomenda-se usar métodos físicos para remover, como usar uma escova metálica para remover após a imersão (se houver uma pequena rebarba, pode ser polida com lixa fina).






